
Hướng dẫn CNCKAD
CNCKAD – CAM Menu (Phần 3)
10. Bộ phận thoát phôi đột (PushOut)
Chức năng này có trong máy được trang bị đường trượt trên bàn, phần vật liệu cắt bỏ sẽ được chuyển ra ngoài theo đường trượt này, tránh phải sử dụng lệnh Stop Machine và chuyển phôi đột ra ngoài bằng tay. Vị trí của đường trượt khác nhau tuỳ theo loại máy.
Bổ sung thêm thuộc tính này tới quá trình đột đang hiện hành, kích vào vị trí đột đã xác định để chuyển sang Push Out. Vị trí đột sẽ được đánh dấu bằng màu xanh, cũng có thể chọn chức năng này để đặt cho lệnh Stop Machine.
Kích vào lựa chọn này và hộp thoại sau sẽ hiển thị:
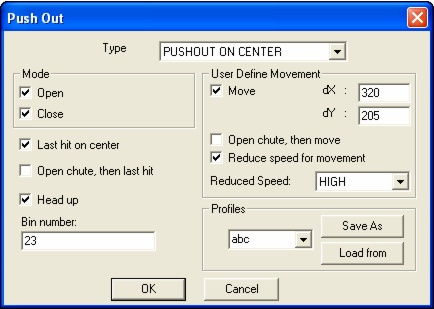
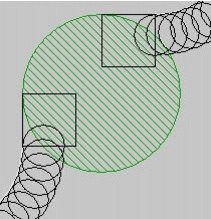
10.1. Loại đường trượt (Chute type)
Chọn vị trí của đường trượt kết hợp với đầu đột trên máy.
Kiểm tra một số lựa chọn cần thiết lập trong Push Out.
10.2. Mặt nghiêng của đường trượt (PushOut Profile)
Có thể Load một cấu hình đang hiện hành (từ pull down menu) và Save vào hệ thống hiện có, có thể chọn tên file đang hiện hành từ menu Pull – down hoặc nhập tên mới trên hộp thoại Edit.
Mặt nghiêng được lưu giữ riêng biệt cho mỗi máy, không thể sử dụng mặt nghiêng của máy này trên máy khác (có thể tạo ra một mặt nghiêng mới) nhưng có thể cho mặt nghiêng của máy khác có cùng tên.
Khi chọn quá trình đột có Push Out, nó sẽ được tiến hành sau khi đột.
11.Bổ sung hoặc loại bỏ chế độ dừng máy (Add or Remove Stop Machine)
Chức năng bổ sung hoặc chuyển trạng thái Stop Machine dược xác định từ quá trình thực hiện đột cụ thể. Để thực hiện, chọn lựa chọn này và kích vào vị trí dột bạn muốn để chế độ thực hiện ở trạng thái Stop hoặc loại bỏ trạng thái Stop.
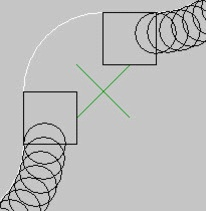
12.Vị trí không đột trong CAM (No CAM)
No CAM có nghĩa là máy sẽ đi tới hệ toạ độ của vị trí đột được chọn nhưng vị trí được chọn sẽ không đột khi chương trình đang chạy.
Để tạo No CAM, kích vào vị trí đột muốn thay đổi. Vị trí đột sẽ bị loại bỏ và dấu X sẽ xuất hiện ở vị trí của nó.
Trước
Sau
Lệnh này có tác dụng đưa máy tới vị trí nằm ngang của chi tiết
được lựa chọn thậm chí ngay cả khi không có vị trí nào được đột trên chi tiết
đó, ví dụ khi bạn muốn tránh vị trí kẹp.
được lựa chọn thậm chí ngay cả khi không có vị trí nào được đột trên chi tiết
đó, ví dụ khi bạn muốn tránh vị trí kẹp.
13.Phương pháp tối ưu (Optimization)
Phần lựa chọn này cho phép người sử dụng chọn phần lựa chọn tối ưu hoá quá trình đột trong khi thực hiện gia công. Với các chi tiết thông thường, chương trình sẽ thực hiện tối ưu hoá tuỳ theo các tiêu chuẩn sau:
- Di chuyển bàn máy với bước tiến nhỏ nhất cho phép giữa các bước cắt.
- Di chuyển bàn máy với bước tiến nhỏ nhất cho phép giữa vị trí đột cuối cùng của dụng cụ trước và vị trí đột đầu tiên của dụng cụ dược chọn tiếp theo trong quá trình gia công.
13.1 Chọn phương pháp gia công (The Strategy Options)
Lựa chọn này cho phép chọn phương án sẽ được sử dụng khi đã thực hiện tối ưu hoá.
13.1.1. Kết thúc (Closest)
Kết thúc quá trình gia công để tạo gia một chương trình tối ưu hoá tuỳ theo sự di chuyển nhỏ nhất giữa mỗi lần đột.
13.1.2 Di chuyển trên trục X (Snake X)
Sẽ tạo ra di chuyển tiến và lùi trên trục X.
13.1.3.Di chuyển trên trục Y (Snake Ỵ)
Sẽ tạo ra di chuyển lên và xuống trên trục Y.
13.1.4.Tự động kiêm tra (Auto)
Có 3 phương án kiểm tra khác nhau và một phương án chọn nhanh.
13.2. Các lựa chọn ban đầu (Start Select)
Cho phép xác định chương trình khởi động trên góc của tấm được gia công. Lựa chọn Default (mặc định) sẽ được sử dụng, phần đã được chí định thiết lập trong file MDI.
Vị trí mặc định được xác định tại góc của tấm, góc đó được khép kín đến vị trí đầu khi tấm được đưa vào.
Sau khi chọn phương pháp và điểm bắt đầu, kích vào nút OK đổ thực hiện quá trình tối ưu hoá gia công.
Sau khi thiết lập quá trình tối ưu hoá, có thể nhìn thấy thứ tự của vị trí đột bằng cách kích vào nút Order by List trên hộp thoại Used Tools.


