
Chuyên mục CNC
CHƯƠNG TRÌNH CON (Phần 1) – Chương 38 – Sổ tay lập trình CNC
CHƯƠNG TRÌNH CON
Độ dài của chương trình CNC thường được đo theo số lượng ký tự trong chương trình. Số lượng này tương tự byte, nếu chương trình được lưu trên đĩa máy tính. Chiều dài thực của chương trình thường không gây ra vấn đề đối với sự gia công cụ thể. Chiều dài chương trình sẽ thay đổi, tùy theo độ phức tạp của chi tiết gia công, số dụng cụ cắt được sử dụng, phương pháp lập trình, và các yếu tố khác. Nói chung, chương trình càng ngắn, thời gian viết chương trinh càng ngắn. Các chương trình ngắn cũng giảm khả năng xảy ra sai sót của con người, do dễ dàng kiếm tra, chỉnh sửa, và tối ưu hóa. Hầu như mọi hệ thống CNC đều có các tính năng được thiết kế đế rút ngắn chương trình và làm cho quá trình lập trình trở nên dễ dàng hơn, hiệu quả hơn, và ít lỗi sai hơn, Các ví dụ của kiểu lập trình này là chu kỳ cố định, chu kỳ lặp và các macro riêng. Chương này trình bày cấu trúc, sự triển khai, và các ứng dụng của phương pháp chuẩn bị chương trình có tính hiệu quá cao – sử dụng chương trinh con.
CHƯƠNG TRÌNH CHÍNH VÀ CÁC CHƯƠNG TRÌNH CON
Chương trình CNC là chuỗi các lệnh, gán cho các dụng cụ cắt và các nguyên công. Nếu chương trình có nhiều lệnh lặp lại, có thể thay đổi cấu trúc từ một chương trình dài thành hai hoặc nhiều chương trình riêng rẽ. Từng nhóm lệnh lặp lại chỉ cần viết một lần và được gọi khi có yêu cầu. Đó là khái niệm cơ bản của chương trình con. Hình 1 minh họa sơ đồ chi tiết lặp lại ở các vị trí khác nhau.
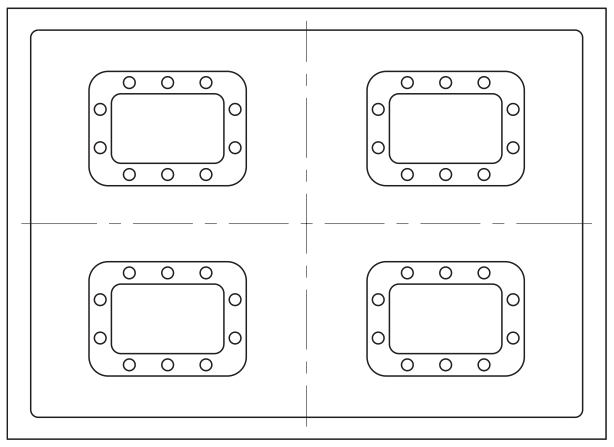 |
| Hình 1: Ví dụ về yêu cẩu chi tiết thích hợp dể sử dụng chương trình con |
Từng chương trình phải có chỉ số chương trình riêng và được lưu trong bộ nhớ của hệ điều khiển. Nhà lập trình sử dụng hàm mã M đặc biệt để gọi chương trình tương ứng. Chương trình thứ nhất gọi chương trình khác, được gọi là chương trình chính, mọi chương trình còn lại đều là chương trình con. Chương trình con không thế gọi chương trình chính, do đây là chương trinh ở mức cao nhất của mọi chương trình còn lại. Chương trình con cũng có thể được gọi từ các chương trình con khác có mức cao hơn. Khi sử dụng chương trình có các chương trình con, bạn phải chọn chương trình chính, không chọn chương trình con. Khả năng duy nhất để chọn chương trình con trên hộ diều khiển là nhằm các mục đích biên tập. Trong một số tài liệu, chương trình con (subprogram) còn được gọi là subroutine hoặc macros, nhưng thông dụng nhất vẫn là thuật ngữ chương trình con, và macros đôi khi có thể có ý nghĩa hơi khác.
Công dụng của chương trình con
Thứ tự lập trình lặp lại các nhóm lệnh hoặc các chuỗi thứ tự block thay đổi sẽ rất có ích nếu được chuyển thành chương trình con. Các ứng dụng phổ biến của chương trình con trong lập trình CNC bao gồm:
- Các chuyển động gia công lặp lại.
- Các hàm liên quan đến sự thay dao
- Các sơ đồ gia công lỗ
- Gia công các rãnh và các ren
- Các bước làm nóng máy
- Thay đồi giá đỡ định vị.
- Các hàm đặc biệt
- ….
Về cấu trúc, chương trình con hoàn toàn tương tự chương trình tiêu chuẩn. Chúng sử dụng cùng các nguyên tắc cú pháp. Nói chung, có thể khó phân biệt giữa chương trình bình thường và chương trình con nêu không xem xét kỹ. Chương trình con có thể sử dụng dữ liệu nhập theo chế độ số gia hoặc chế độ tuyệt đối, tùy theo yêu cầu. Chương trình con được tải vào bộ nhớ hệ thống CNC như mọi chương trình khác. Khi được thực thi hợp lý, chúng có các tác dụng sau:
- Giảm chiểu dài chương trình.
- Giảm lỗi sai trong chương trình.
- Giảm thời gian và công sức lập trình.
- Chỉnh sửa dễ dàng và nhanh chóng
Không phải mọi chương trình con đều có đủ các tác dụng nêu trên, nhưng dù chỉ một tác dụng cũng đủ đế sử dụng chương trình con.
Nhận biết chương trình con
Bước thứ nhất dể sử dụng thành công chương trình con là nhận biết và tách biệt các chuỗi chương trình lặp lại. Ví dụ, sáu block chương trình biểu thi sự trở về zero máy (chuẩn máy) trên trung tâm gia công ngang, ở đầu chương trình.
N1 G20
N2 G17 G40 G80 (STATUS BLOCK)
N3 G91 G28 Z0 (Z-AXIS RETURN)
N4 G28 X0 Y0 (X AND Y AXES RETURN)
N5 G28 B0 (B-AXIS RETURN)
N6 G90 (ABSOLUTE MODE)
N7 …
Những block này là chuỗi thứ tự các lệnh lặp lại mỗi khi viết chương trình mới cho máy đó. Loại chương trình này có thế được viết nhiều lần trong tuần, lặp lại cùng một chuỗi thứ tự các lệnh. Để giảm khả năng xảy ra lỗi, thứ tự các block thường dùng có thể lưu lại theo chương trình riêng và được ký hiệu bằng chỉ số chương trình đặc thù. Sau đó có thể gọi lại ở phần đầu của chương trình chính bất kỳ. Thứ tự lập trình này được gọi là chương trình con – nhánh hoặc phần phụ của chương trình chính.
Trích chương 38, sổ tay lập trình CNC – Trần Thế San
(Còn tiếp)


